
دوره های آموزشی












اطلاع رسانی

- توضیحات
- نوشته شده توسط مدیریت سایت
- دسته: مقالات مرتبط
- تاریخ ایجاد در 04 آذر 1388
- بازدید: 687
درجه حرارت هوا ( Air temperature) - دما سنجی
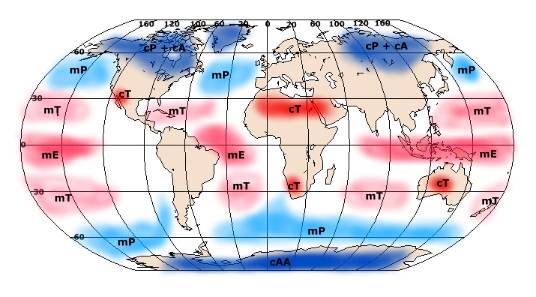
اندازهگيري انرژي گرمايي است كه در خاك و هوا قابل سنجش ميباشد.
آنومالي دمايي : در صورت مقايسه ميانگين درجه حرارت يك نقطه با ميانگين درجه حرارت تمام نقاط عرض جغرافيايي كه از همان نقطه عبور ميكند يك تفاوت دمايي مشاهده ميگردد كه اين اختلاف حرارت را آنومالي دمايي ميگويند.
- توضیحات
- نوشته شده توسط مدیریت سایت
- دسته: مقالات مرتبط
- تاریخ ایجاد در 04 آذر 1388
- بازدید: 568
نگاه اجمالی
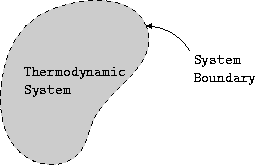
مطالعه هر شاخه خاصی از فیزیک با جدا کردن ناحیه محدودی از فضا یا قسمت محدودی از ماده از محیط آن آغاز میشود. قسمت برگزیده (البته در عالم خیال) که مورد توجه قرار میگیرد، سیستم و هرچه که در خارج آن قرار میگیرد و در نحوه رفتار آن نقش مستقیم دارد، محیط خوانده میشود. وقتی یک سیستم انتخاب شد، قدمبندی توصیف آن بر حسب کمیتهایی است که به رفتار سیستم یا برهمکنشهای آن با محیط یا هر دو مربوط هستند. بطور کلی دو دیدگاه وجود دارد که پذیرفتنی است: دیدگاه ماکروسکوپیکی و دیدگاه میکروسکوپیکی.
تعاریف :
سیستم
وقتی در فیزیک مجموعهای (جسم یا اجسام) را از بقیه جدا نموده و آن را مورد بررسی قرار میهیم، به آن دستگاه گفته میشود. بنابراین برای آنکه رفتار سیستم را مشخص کنیم، باید ببینیم که برهمکنش آن با محیطی چگونه است.
محیط
اشیا و اجسامی که در اطراف دستگاه وجود داشته و بر روی رفتار دستگاه موثر هستند، محیط نامیده میشود.
مثالهای واقعی سیستم و محیط
برای مثال ، سیستم میتواند یک توپ و محیط میتواند هوا و زمین باشد. در سقوط آزاد میخواهیم بدانیم که هوا و زمین چگونه بر حرکت توپ اثر میگذارند. گاز درون یک مخزن را میتوان به عنوان سیستم و پیستون متحرک چراغ بونزن را به عنوان محیط در نظر گرفت.
ترمودینامیک
موضوع ترمودینامیک عبارت است از بررسی پدیدههایی که در آنها بین دستگاه و محیط مبادله انرژی به صورت مبادله کار و گرما صورت میگیرد. با توجه به تعریف موضوع ترمودینامیک میتوان گفت دستگاه ترمودینامیکی مجموعهای است n ذرهای که با محیط تنها مبادله کار و گرما انجام میدهند.
کمیتهای ماکروسکوپیکی
کمیتهای ماکروسکوپیکی ، کمیتهایی را گویند که بیان کننده حالت عمومی گاز (دستگاه) میباشند. به عنوان مثال ، حجم دستگاه و فشار دستگاه و چگالی دستگاه را میتوان نام برد. این کمیتها به مشخصات کلی ، یا خواص بزرگمقیاس سیستم مربوط میشوند و مبنای توصیف ماکروسکوپی سیستم را تشکیل میدهند. لذا این کمیتها مختصات ماکروسکوپیکی خوانده میشوند. البته کمیتهایی که برای توصیف ماکروسکوپیکی سایر سیستمها باید مشخص شوند، متفاوتاند، ولی مختصات ماکروسکوپیکی عموما دارای ویژگیهای مشترک زیر میباشند:
هیچ گونه فرض خاصی درباره ساختار ماده دربر ندارند.
تعداد آنها کم است.
آنها را کم و بیش مستقیما با حواس خود درمییابیم.
عموما میتوان آنها را مستقیما اندازه گرفت.
بطور خلاصه ، توصیف ماکروسکوپیکی یک سیستم عبارت است از مشخص کردن چند ویژگی اساسی قابل اندازه گیری آن سیستم.
کمیتهای میکروسکوپیکی
کمیتهای میکروسکوپیکی ، کمیتهایی را گویند که بیان کننده وضعیت حالت تک تک ذره دستگاه میباشند. مثلا میتوان سرعت یک ذره ، نیروی وارد بر یک ذره ، انرژی جنبشی ذره را نام برد. از نظر مکانیک آماری یک سیستم متشکل است از تعداد بسیار زیادی مولکول (N) که هر کدام از این مولکولها میتواند در مجموعهای از حالتهایی که انرژی آنها مساوی و و ... است، قرار گیرد. فرض بر این است که مولکولها در اثر برخورد یا توسط نیروهایی که بوسیله میدان ایجاد شدهاند، با یکدیگر برهمکنش میکنند.
سیستم مولکولها را میتوان به صورت منزوی در نظر گرفت و یا در بعضی موارد ، میتوان فرض کرد که مجموعهای از سیستمهای مشابه ، یا مجتمعی از سیستمها آن را در برگرفتهاند. مفاهیم احتمالاتی بکار گرفته میشوند و فرض میشود که حالت تعادل سیستم ، حالتی است که احتمال آن بیشینه است. مسئله اساسی این است که تعداد مولکولها در هر یک از حالتهای انرژی مولکولی را (که به جمعیت موسوماند) را به هنگام حصول تعادل بدانیم. توصیف میکروسکوپیکی یک سیستم دارای ویژگیهای زیر میباشد:
فرضهایی درباره ساختار ماده ، مثلا وجود مولکولها ، میشود.
کمیتهای زیادی باید مشخص شوند.
کمیتهای مشخص شده توسط حواس ما دریافت نمیشود.
این کمیتها را نمیتوان اندازه گرفت.
مقایسه دیدگاههای ماکروسکوپیکی و میکروسکوپیکی
اگر چه ممکن است این طور به نظر برسد که این دو دیدگاه بسیار متفاوت و با یکدیگر ناسازگارند، لکن رابطهای بین آنها موجود است. وقتی که هر دو دیدگاه در مورد یک سیستم بکار روند، باید نتیجه یکسانی بدست دهند. رابطه بین این دو دیدگاه در این واقعیت نهفته است که ویژگیهای متعددی که مستقیما قابل اندازه گیری هستند و مشخص کردن آنها همان توصیف ماکروسکوپیکی سیستم است، در داخل میانگینهای زمانی تعداد زیادی از مشخصههای میکروسکوپیکی در یک مدت زمان هستند. مثلا کمیت ماکروسکوپیکی فشار عبارت است از میانگین آهنگ تغییرات اندازه حرکت ناشی از تمام برخوردهای مولکولی در واحد مساحت. با وجد این فشار خاصیتی است که به وسیله حواس قابل درک است. ما آثار فشار را احساس میکنیم. فشار خیلی پیش از اینکه نیز فیزیکدانها دلیلی بر وجود برخوردهای مولکولی داشته باشند، مورد تجربه و اندازه گیری و استفاده قرار گرفته بود.
تفاوت دیدگاه ماکروسکوپیکی و میکروسکوپیکی
اگر نظریه مولکولی تغییر کند، مفهوم فشار کماکان باقی میماند و همان معنی معمولی خود را نزد انسانها خواهد داشت. در اینجا یک وجه تمایز مهم بین دیدگاههای ماکروسکوپیکی و میکروسکوپیکی وجود دارد. ویژگیهای ماکروسکوپیکی محدودی که قبل اندازه گیری هستند، به اندازه حواس آدمی قابل اطمینان خواهند ماند. اما دیدگاه میکروسکوپیکی خیلی از حواس ما فراتر میرود. این دیدگاه وجود مولکولها ، حرکت ، حالتهای انرژی ، برهمکنشهای آنها و غیره را اصل قرار میدهد. دیدگاه میکروسکوپیکی دائما در حال تغییر است و ما هرگز نمیتوانیم از موجه بودن این اصول مطمئن باشیم، مگر اینکه قبلا برخی از نتایجی را که مبتنی بر آنها هستند با نتایج مشابهی مبتنی بر دیدگاه ماکروسکوپیکی مقایسه کرده باشیم.
- توضیحات
- نوشته شده توسط مدیریت سایت
- دسته: مقالات مرتبط
- تاریخ ایجاد در 27 آبان 1388
- بازدید: 385
تله متری و تله كنترل به معني توليد، جمع آوری، ارسالو دريافت سيگنال و همچنين مونيتورينگ و کنترل آن است. چنين سيستم خودکاري نه تنها با اعمال كنترلي مانندخاموش و روشن كردن پمپها يا باز و بسته کردن شيرها، سيستم را تحت كنترل خود در مي آورد، بلکه نحوه کنترل از تاسيسات را از حالت سنتي و غير قابل اعتماد به كنترل خودكارو مدرن و برنامه پذيرتبديل مي كند. بنابراين سيستم خودکار اين امکان را فراهم مي آورد که بتوان يك بهره برداري برنامه پذير، انعطاف پذير و سازگار را که خيلي نزديک به بهره برداري مطلوب مي باشد،طرح ريزي کرد.

هزينه يک سيستم تله متري و تله کنترل به ويژه هنگامي که تجهيزات، مطابق استاندارد در سيستم پيش بيني شده باشند، بالا است. اما در بسياري موارد منافعي که از لحاظ صرفه جويي در انرژي، کارگر و بهره برداري بهتر بدست مي آيد، اين هزينه بالا را توجيه مي کند. افزون برآن خودکار شدن سيستم يک مرحله مهم در جهت مدرنيزه کردن تاسيسات است که با پيشرفت فن آوري ضروري مي باشد.
به طور كلي سيستمهاي تله متري با عناصر اصلي زير شناخته مي شوند:
1- تجهيزات ابزاردقيق
2- تجهيزا ت کنترلي
3- تجهيزا ت ارتباطي
4- تجهيزات الکتريکي
5- بسته هاي نرم افزاري
6- اتاق کنترل مرکزي و محلي
مفهوم TBox
TBox: instrument+controller+communication+database+standard protocol
يك سيستم يكپارچه تله متري و تله كنترل، معمولا شامل موارد زير است:
1- سيستم كنترل مركزي
2- شبكه مخابراتي
3- كنترل كننده هاي برنامه پذير
4- تجهيزات ابزار دقيق سطح فيلد
5- استانداردها و پروتكلهاي مناسب طرح
بطورخلاصه اجرای چنين پروژه هايي میتواند اهداف زيررا محقق کند:
1- فراهم نمودن امکان تسلط نرم افزاری و سخت افزاری برفرآيندتوليد، انتقال و توزيع آب از راه دور
2- کاهش قابل توجه تلفات آب
3-کاهش قابل توجه انرژی الکتريکی مصرفی برای توليد و انتقال آب
4-فراهم آمدن امکان مديريت انرژی
5-کاهش هزينه های نيروی انسانی و ترابری در اثر حذف بازديدهای بی مورد
6-ايجاد انعطاف پذيری لازم در شبکه توليد، انتقال و توزيع آب
7-کاهش قابل توجه استهلاک سرمايه و تجهيزات و تاسيسات زيربنايی
8-کاهش قابل توجه هزينه نگهداري و تعميرات
9-امکان گزارش گيری مطالعات و بررسی آماری از عملکرد تجهيزات و تاسيسات
10-اعمال سياستهای بهينه سازی بهره برداری از شبکه
11-بررسی آماری هزينه های توليد ، انتقال، توزيع و اعمال سياستهای اقتصادی
12-بدست آوردن الگوی مصرف شبکه و استفاده از بهينه سازی رفتار هيدروليکی شبکه
- توضیحات
- نوشته شده توسط مدیریت سایت
- دسته: مقالات مرتبط
- تاریخ ایجاد در 06 آبان 1388
- بازدید: 590
با توجه به كاهش روز افزون كيفيت آموزش در دانشگاه هاي كشور به علت وسعت پذيرش دانشجو و افت شديد تخصص در ميان فارغ التحصيلان حالا مدت كمي نيست كه ديگر هيچ كارفرمايي يك فارغ التحصيل دانشگاهي صفر كيلومتر را حتي با مدرك دكتري تخصصي به استخدام در نمي آورد... عمده كارفرمايان به دنبال سوابق كاري و تجربه هاي عملي دانش آموختگان هستند و در اين زمينه نگراني هايي براي آن دسته از دانش آموختگان كه با دغدغه بيشتري تحصيلات خود را به اتمام مي رسانند ايجاد شده است.

نياز شديد اين قشر از دانش آموختگان به كسب تخصص از يك سو و فشارهاي سازمان نظام مهندسي و تاكيد بر گذراندن دوره هاي آموزشي براي ارتقا يا تمديد پروانه اشتغال به كار مهندسي از سوي ديگر بازار كار برگزار كنندگان دوره هاي آموزشي و سمينارهاي امتيازآور نظام مهندسي را به شدت داغ كرده است. در اين ميان عده اي افراد سودجو و موقعيت طلب نيز بدون داشتن صلاحيت برگزاري چنين دوره هاي آموزشي دست به چنين كاري مي زنند. در واقع كيفيت آموزش اصلا مطرح نيست. مهم اين است كه يك دوره آموزشي فقط برگزار گردد.
- توضیحات
- نوشته شده توسط مدیریت سایت
- دسته: مقالات مرتبط
- تاریخ ایجاد در 11 مهر 1388
- بازدید: 308
جوشكاري
كليات
مطالب زير شامل مشخصات فني حاكم بر انواع جوشكاري لوله واتصالات و وسايل مورد استفاده از آنها مي باشد .
درمواردي كه ازلوله هاي شاخه اي (حلقه شده ) استفاده مي گردد پيمانكار مي تواند براي اتصالات مضاعف يا چندگانه عمليات جوشكاري رابا روش هاي به تاييد رسيده امور بازرسي وكنترل فني شركت ملي گاز دركاركاه انجام دهد .
دسدگاه هاي جوشكاري وگيره هاي ميزان كننده سرلوله ها دستگاه هاي برش وديگر دستگاه ها بايد از نوع مورد تاييد مهندس بوده ودر نهايت خوب نگهداري شوند .
لوله واتصالات تاقطر 90ميلي متر معمولا بوسيله جوشكاري برق گذاري سيمي وبا جوشكاري حرارتي بوشي واز 90ميلي متر به بالا رامي توان به وسيله جوشكاري حرارتي لب به لب انجام داد .
درموردنصب سه راهي تخليه واز سه راهي انشعاب مي توان از جوشكاري هاي نوع حرارتي زيني يا برق گذاري زيني بنابه تشخيص مهندس استفاده كرد .
روش هاي اتصال :
لوله ها واتصالات پلي اتيلن رامي توان به روشهاي زير به يكديگر متصل كرد :
- اتصالات حرارتي جوش
- اتصالات الكتريكي جوشي
- اتصالات مكانيكي
اين گونه اتصالات مي توانددرحد استحكام لوله وياحتي محكمتر باشد .
مراحل اجرايي
اتصالات مي بايست براساس دستورالعملهاي موجود در روش هاي اجرايي وبا درنظرگرفتن توصيه هاي ارائه شده ازطرف سازنده لوله واتصالات انجام شود .
انتخاب نوع اتصال وروشهاي كنترل مي بايست باتوجه به سطح مهارت اپراتورها محيط وشرايطي كه عمل اتصال وروش هاي كنترل توسط شركت توزيع گاز كشور صورت مي پذيرد. انجام شود .
انجام اتصال جوشي باكمك ابزارهاي حرارتي مطابق باروشهاي مناسب مربوطه صورت مي گيرد. در اين روش ها سطوح مورد اتصال از طريق حرارت دادن به نقطه ذوب رسيده وسپس به سمت هم نزديك وبا تماس مستقيم عمل جوش واتصال انجام مي پذيرد.
درجه حرارت جوش
توليد يك باندجوش قوي بستگي به محدوده هاي جوش توليدات پلي اتيلن ذوب شده دارد حرارت بيش از اندازه ممكن است موجب تنزيل كيفيت ماده اوليه بشود وحرارت كم هم نمي تواند به صورت مطلوبي ماده پلي اتيلن رانرم كند تا جوش خوب وباكيفيت انجام شود .
زمان برداشتن صفحه حرارتي بايد حتي المقدور كاهش يابد تا از خنك شدن بيش از حد سطح ذوب شده جلوگيري شود .
ميزان درجه حرارت جوش هرنوع توليدات خاص پلي اتيلن كه قرار است مورد اتصال واقع شود مي بايست قبلا مشخص شود توليد كننده ها وساير شركتهاي مرتبط را مي بايستي مورد مشاوره قرار داد تا از توصيه هاي آنها در مورد مدت زمان حرارت دادن درجه حرارت لازم ومراحل اجرايي جهت توليدات پلي اتيلن موردنظر مطلع شد .
لازم به تذكر است كه هواي سرد وباد مي تواند برروي دماي حرارتي جوش اثر منفي بگذارد .
درچنين شرايطي مي بايست يكسري پيش بينهايي لازم مانند حفاظ قراردادن ويا از طولاني كردن زمان حرارت درنظرگرفته شود .
تجهيزات جوش
تجهيزات جوش مي بايست مطابق با استاندارد ISO باشد .
تجهيزات جوش مي بايست مطابق باقوانين منطقه اي به تاييد وتصويب رسيده باشد .
ضروري است كه به سرويس ونگهداري تجهيزات جوش اهميت خاصي داده شود .
اتصالات خوب ورضايتبخش نمي تواند باتجهيزات جوشي كه كه شرايط نامطلوب داشته باشد ايجاد شود . تميزي وپاكي سطوح حرارتي درجه حرارت مناسب درابزار حرارتي هم محوري وشرايط بهره برداري درماشينهاي اتصال درزمان استفاده از آنها حائز اهميت بسيار ميباشند.
ابزارهاي حرارتي به گونه اي طراحي شده اند كه مي توانند درجه حرارت ثابتي را در محدوده دمايي ذوب توليدات پلي اتيلن حفظ كرده ومي بايست داراي تجهيزات نشان دهنده واندازه گيري درجه حرارت باشند .
به منظور كنترل دماي ذوب در ابزار حرارتي مي توان ازوسايل دقيق اندازه گيري دماهمچون يك پيزومتر ياترمومتر ديجيتالي مجهز به صفحه نشان دهنده استفاده نمود.
كليه تجهيزات حرارتي كه درمراحل اجرايي اتصالات استفاده مي شوند مي بايست بااستفاده از انرژي الكتريكي حرارت داده شوند.
نبايد ازوسايل گازي جهت حرارت دادن استفاده شود .
استفاده مستقيم از حرارت كه به صورت مشعل ويا هرگونه شعله از باز مي باشد ممنوع است .
جوش لب به لب
جوش لب به لب معمولا براي لوله هاي با قطر كمتر يامساوي 63 ميلي متر توصيه نمي شود . براي ايجاد اين نوع اتصال مي بايست از تجهيزات مكانيكي استفاده نمود مراحل فني اين نوع جوش عبارت است از :
الف) دوسرلوله ها كه ازقبل تراشيده شده وهمتراز شده است را روي صفحه حرارتي مسطح قرارداده وتامرحله ذوب حرارت مي دهيم .
ب ) به سرعت صفحه حرارتي را برداشته ودوسطح لوله يا اتصالات را كه نرم شده است به همديگر تماس داده وتحت فشار قرار ميدهيم .
ج) دوسطح مزبور را براي مدت زمان تعيين شده تحت فشار نگه داشته وبه اندازه كافي صبر مي كنيم تامحل اتصال خنك شود .
فشار بين سطوح درجوش لب به لب :
فشار مورد نيازوارد برسطوح مقابل هم درجوش لب به لب مي بايست بين N/mm2 باشد .فشار هيدروليك يا پنيوماتيك درواقع نيرويي است كه به صورت فشار برحسب بار به سطوح وارد مي شود .
فشار فوق (برحسب بار)شامل نيروي خنثي كننده ناشي از مقاومت اصطكاكي درماشين جوش وهمچنين فشاركششي ناشي از لوله متصل به ماشين مي شود .
فشار كششي همان فشار غالب برمقاومت اصطكاكي ناشي از وزن لوله وهمچنين فشار كششي فعال احتمالي (ناشي از جابجايي لوله مورد جوشكاري) مي باشد .
مراحل اجرايي جوش لب به لب:
مراحل اجرايي جوش لب به لب كه درمحبث ذيل مطرح شده است به عنوان حداقل شرايط لازم براي اجراي صحيح يك جوش لب به لب محسوس مي شود :
لوله ويااتصالات رادر ماشين جوش لب به لب محكم بنديد.
سرلوله هاي موردجوشكاري را تميز كنيد .
كنترل شود كه آيا ماشين جوش وپمپ متناسب بوده وسازگاري دارند وآيا فشار جوشكاري رامي تواند ايجاد نمايد .
دوسرلوله كه به صورت موازي درددستگاه بسته شده است بوسيله دستگاه جوش به سمت رنده كشيده مي شود وتحت فشارمناسب دوسرلوله تراشيده خواهد شد اين فشار بايستي مناسب وكافي باشد به طوري كه رنده بين دوسر لوله هيچگونه حركتي نداشته باشد .
قبل از خاموش كردن رنده حتما فشار دستگاه را اندازه وپس از اينكه دوسر لوله ها از رنده جدا شدند مي توان اقدام به خاموش كرن رنده نمو د واين موضوع به جهت اجتناب از پيدايش ناصافي (پله پله شدن) در سرلوله ها مي باشد .
زماني كار رنده كردن كامل شده است كه يك تراشه كامل( يك دور كامل تراشه) از هر يك از انتهاي سطوح لوله ها اطمينان حاصل ميكنيم .
ناهم محوري لوله ها نبايد بيشتر از 10% ضخامت لوله يا يك ميلي متر باشد يكي از دواندازه فوق هركدام بزرگ تر باشد مي تواندملاك قرارگيرد.
مجموع مقاومت اصطكاكي ماشين جوش ولوله را اندازه گرفته وآن را به فشار جوش اضافه مي كنيم .
درصورت نياز سطوح جوش وصفحه حرارتي را تميز كنيد .
ضايعات پلي اتيلني باقيمانده برروي صفحه حرارتي رافقط به كمك يك وسيله تراشيده چوبي مي توان برطرف كرد.
از سالم ماندن وصدمه نخوردن پوشش روي صفحه حرارتي وخراش برنداشتن آن اطمينان حاصل نماييد.
صحت درجه حرارت جوش را روي صفحه حرارتي كنترل كنيد.
صفحه حرارتي رابين دوسر انتهايي لوله قرار بدهيد.
با فشار جوش تعيين شده كه شامل مجموع مقاومت هاي اصطكاكس است دو فك ماشين جوش را به هم نزديك كرده و دو سر لوله ها را با همان فشار روي ابزار حرارتي قرار مي دهيم و دو سر لوله ها تحت اين فشار همچنان روي بازار حرارتي باقي مي ماند , تا اينكه لبه ها در دو طرف صفحه حرارتي به ارتفاع يك تا چهار ميلي متر قرگردانده شود . ارتفاع فوق به ميزان قطر خارجي لوله بستگي دارد .
فشار را به اندازه كاهش دهيد كه فقط تماس بين لوله و صفحه حرارتي حفظ شود .
وقتي مدت زمان نفوذ حرارت طي شد , دو سر لوله بايستي از هم دور شده و صفحه حرارتي را بر مي داريم . سطح انتهايي لوله را كه حرارت ديده سريعا كنترل كرده و صدمه هاي احتمالي ناشي از برخورد صفحه حرارتي در هنگام برداشتن را بررسي مي كنيم و سپس سطوح ذوب شده را به هم متصل مي كنيم . مي بايست به زمان برداشتن صفحه حرارتي توجه كافي بشود .
ماشين وش در طي تمام مدت زمان جوش مي بايست تحت فشار باقي بماند .
هنگامي كه مدت زمان جوش سپري شد مي توان فشار ماشين جوش را انداخته و سپس لوله را با احتياط حركت داد . ولي نبايد جابجايي زياد صورت بگيرد .
زمانيكه صفحه حرارتي استفاده نمي وشد مي بايست آن را در غلاف محافظ خودش قرار داد .
اگر گرده جوش را بخواهيم به منظور كنترل كيفيت جدا كنيم ( تراشه برداري كنيم ) با يك ابزار مناسب اين كار انجام بگيرد .
جوش بوشني :
اين روش شامل حرارت دادن همزمان سطح خارجي لوله و سطح داخلي بوشن تا رسيد به درجه حرارت جوش مورد نظر مي باشد سپس سر لوله را داخل بوشن قرار داده و درجاي خود ثابت نگه مي داريم تا محل اتصال خنك شود . براي اطمينان از كيفيت خوب جوش براي لوله هاي با قطر بزرگتر يا مساوي 63 ميلي متر استفاده از تجهيزات مكانيكي توصيه مي شود 63 جوش بوشني براي قطر هاي كمتر از 63 ميلي متر مي تواند دستي و با استفاده ازحرارت دادن و ابزار مخصوص مدور كردن مجدد لوله باشد .
درجه حرارت جوش بوشني
درجه حرارت جوش بوشني مي بايست بين 250 درجه سانتيگراد تا 280 درجه سانتيگراد باشد .
زمان جوش بوشني
در جوش بوشن زمان جوش كوتاه است . زيرا كل ضخامت ديواره هاي لوله و بوشن نبايد به طور كامل حرارت داده شوند
یک تصویر یک خاطره

جدید ترین اخبار
- بیخبری اصناف از پروژه سرویس رایگان کولرها
- اگر سیستم تهویه مطبوع متفاوتی اختراع کنید ۳ میلیون دلار جایزه خواهید گرفت
- نیاز ۱.۷ میلیون لیتر نفت سفید برای سیستم گرمایشی مدارس لرستان
- تریلر حامل 219 دستگاه چیلر جذبی قاچاق به ارزش 10 میلیارد ریال در شهرستان ارسنجان توقیف شد.
- سرعت رشد انرژی های نو برای عبور از بحران گرمایش زمین کافی نیست
- نمایشگاه تأسیسات سرمایش و گرمایش در شیراز
- گرمایش زمین گیاهان را قدبلندتر کرده است
- سهم اندک راهآهن در افزایش آلودگی هوا
- کاشت برنج مقصر دیگر گرمایش زمین می باشد
- کاهش تولید برق از از ظرفیت 12 هزار مگاواتی نیروگاه های برقابی به 7 هزار مگاوات
- تعویض یک میلیون کولر گازی غیر استاندارد
- تأثیر گرمایش زمین بر تکامل انسان
- خرید پکیج دیواری
- همراه جدید زغالسنگ در گرمایش زمین
- با 4 ایده فن آورانه در مصرف برق صرفه جویی کنید
- برنامه قطعی برق در منازل و مناطق مختلف کرمان به پایان رسید
- افزایش احتمال تب کریمه کنگو به دلیل فصل گرما/ ذبح دام در منازل غیربهداشتی است
- راه اندازي سيستم سرمايش ترمينال حجاج فرودگاه تبريز
- خود را برای پنج سال گرمتر از گرم آماده کنید!
- تهران همچنان بر مدار گرما
- چیلرهای جذبی قاچاق به مقصد نرسید
- مهندسان نقش اصلی در بهبود کیفیت ساختوساز دارند
- گرمایش زمین خطری برای زیرساختهای اینترنت در جهان
- بازدید فرماندار شهرستان آشتیان از تاسیسات آب و فاضلاب این شهر
- ۲۰ هزار مگاوات برق برای خنک شدن ایرانیان
- در گرمای زمین خواهیم سوخت
- کنفرانس بین المللی نقش مهندسی مکانیک در ساخت و ساز شهری
- حل معمای ۴۰ ساله: فضانوردان آپولو موجب گرمایش ناگهانی ماه شدهاند
- حضور اروپاییها در کنفرانس نقش مهندسی مکانیک در ساختوساز شهری
- ۲۰ هزار مگاوات برق برای خنک شدن ایرانیان
حاضرین در سایت
ما 46 مهمان و بدون عضو آنلاین داریم
جدیدترین مقالات
ورود به سایت
جدید ترین اخبار مرتبط
- بیخبری اصناف از پروژه سرویس رایگان کولرها
- اگر سیستم تهویه مطبوع متفاوتی اختراع کنید ۳ میلیون دلار جایزه خواهید گرفت
- نیاز ۱.۷ میلیون لیتر نفت سفید برای سیستم گرمایشی مدارس لرستان
- تریلر حامل 219 دستگاه چیلر جذبی قاچاق به ارزش 10 میلیارد ریال در شهرستان ارسنجان توقیف شد.
- سرعت رشد انرژی های نو برای عبور از بحران گرمایش زمین کافی نیست
- نمایشگاه تأسیسات سرمایش و گرمایش در شیراز
- گرمایش زمین گیاهان را قدبلندتر کرده است
- سهم اندک راهآهن در افزایش آلودگی هوا